Lataa esitys
Esittely latautuu. Ole hyvä ja odota

1
RUOSTUMATTOMAN TERÄKSEN KUNNOSSAPITOHITSAUS
Vaativat olosuhteet Juvén Toni Nissinen Jarmo

2
Ruostumaton teräs SFS-EN 10088-1:
Vähintään 10,5 % kromia ja enintään 1,2 % hiiltä Ruostumattomuus johtuu tiiviistä, uusiutuvasta oksidikalvosta 4 pääryhmää: Austeniittiset, ferriittiset, austeniittis-ferriittiset ja martensiittiset

3
Ruostumattoman teräksen puikkohitsaus
Standardi SFS-EN 1600 Käytettävät puikot ovat yleensä rutiilipäällysteisiä Aineensiirtyminen on hienopisaraista ja lähes roiskeetonta Hitsauspalot ovat hyvänmuotoisia Kuona irtoaa helposti Puikko syttyy herkästi

4
Austeniittisen ruostumattoman teräksen korjaushitsaus
Olosuhteet: Kuuma, kostea, likainen Hitsattavat materiaalit samaa ainetta Oletus: jalkoasento Menetelmänä puikkohitsaus Hitsattavuus Luokitellaan hyväksi tai erittäin hyväksi ja hitsaus helpoksi Hitsiaineiden myötölujuudet ovat lähes kaksinkertaiset verrattuna vastaaviin teräksiin

5
Hitsausalueen esikäsittely
Ennen hitsausta hitsattavat pinnat täytyy puhdistaa jäysteistä yms. kulmahiomakoneella tai jollakin vastaavalla tavalla Työssä hitsausrailo tehdään kulmahiomakoneella ja railossa käytetään juurisuojatahnaa Juurisuojatahna levitetään juuripuolelle ennen hitsausta Juurisuojatahna ei korvaa juurisuojakaasua vaan sitä käytetään silloin, kun suojakaasua ei voi käyttää. Työssä käytettiin ESAB TA-FLUX juurisuojatahnaa

6
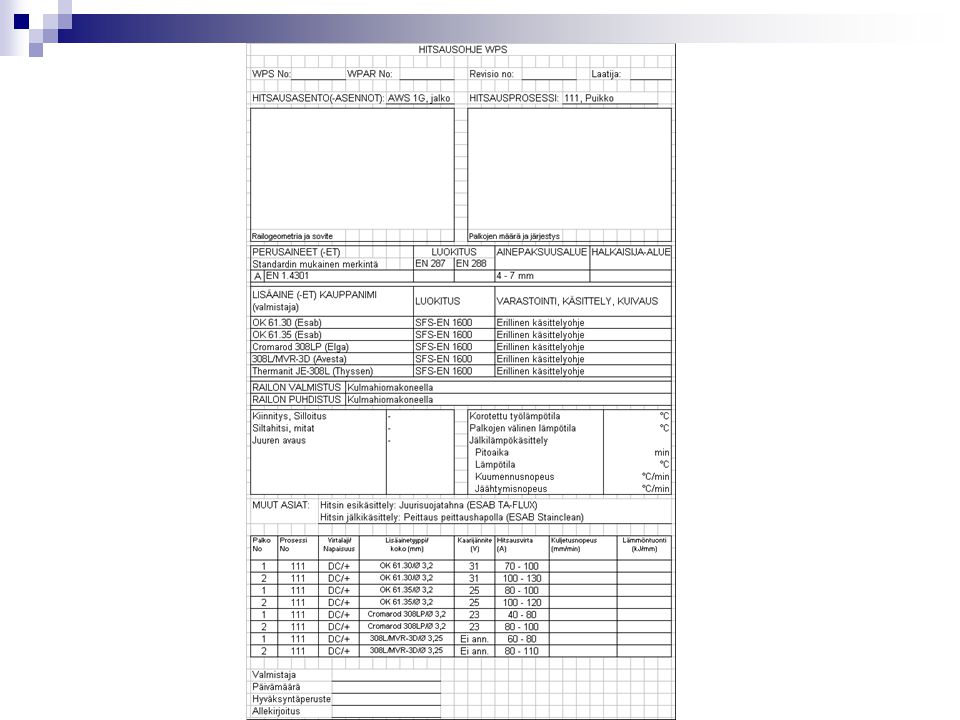
Puikkojen valinta Tutkittiin eri hitsauslisäainevalmistajien suosituksia austeniittisen ruostumattoman teräksen EN hitsauspuikoiksi Tehtiin neljän eri valmistajan tarjoamista puikkolaaduista taulukot, joissa esiintyvät puikon pääaineet prosentteina ja hitsausarvosuositukset Kun tunnetaan olosuhteet ja valmistajien suosittelemat hitsauspuikot ja -arvot, voidaan laatia ohjeet hitsaukselle, eli WPS

7
Hitsilisäainetaulukot

8
Hitsaussaumojen jälkikäsittelyt
Hitsaus aiheuttaa ruostumattomien terästen hitsauksessa hitsin vieressä suojaavan passiivikalvon rikkoutumisen ja teräspinnan hapettumisen pinnalle syntyy päästövärejä Hauras oksidikerros johon rikastuu kromia toinen kromista köyhtynyt kerros alle päällimmäinen kerros ei pysty suojaamaan korroosio Estetään poistamalla hapettunut kerros Jälkikäsittely voi olla mekaaninen, kemiallinen tai näiden yhdistelmä Käsittelytapojen paremmuutta mitataan CPT-arvolla

9
CPT-arvoja

10
Kemiallinen peittaus Kemiallinen prosessi
Tehokkain ja tavallisin menetelmä valssihilseen ja hitsausoksidien ja muiden rautaepäpuhtauksien poistamiseen Ruostumattoman teräksen peittaamiseen käytetään tavallisesti typpi- ja fluorivetyhapon seosta, ns. sekahappoa Peittaus tulos riippuu peitattavan pinnan laadusta, hitsausmenetelmästä, teräslaadusta, lämpötilasta ja peittaushappojen pitoisuudesta Työssä käytettiin ESAB Stainclean happoa CPT-arvo n.55

11
Muita käsittelymenetelmiä
Ruostumattoman muita jälkikäsittelymenetelmiä Harjaus Hionta Hiekkapuhallus Menetelmien yhdistys Ei saavuteta yhtä hyvää tulosta kuin kemiallisella peittauksella CPT-arvot pelkästään mekaanisella puhdistuksella alle 10

12
Jatkokehitysmahdollisuudet
Hitsausohje toteutettu vain teoriassa Hyötyä kosteissa paikoissa toimiville kunnossapitoyrityksille ja toimijoille Antaa teoreettiset valmiudet hitsata voidaan jatkokehittää ja testata paremmaksi

Samankaltaiset esitykset




>")









 ja kuparihohde (Cu2S) Jalot metallit.>")




