Lataa esitys
Esittely latautuu. Ole hyvä ja odota

1
LUENTO 2 Kertausluento B 2013
BK50A2300 Konstruktiomateriaalit ja niiden valinta Luennot / syksy 2013 TkT Harri Eskelinen LUENTO 2 Kertausluento B 2013

2
Tämän luennon oppimistavoitteet:
Kerrata materiaaliriippuvaiset valmistettavuuden tunnusluvut Kerrata korroosion lajit Kerrata kulumismekanismit

3
Valmistettavuuden tunnusluvut

4
MATERIAALIN LASTUTTAVUUS
Lastuttavuutta ei voida ilmoittaa vain yhdellä aineenkoetuskokeesta saatavalla lukuarvolla. Lastuttavuuden arviointi edellyttää useiden eri lukuarvojen vertailua. Materiaalin lastuttavuus on “hyvä”, jos: - Lastuaminen vaatii vähän tehoa (Pmin) - Lastuaminen aiheuttaa pienet lastuamisvoimat (Fmin) - Kappaleen mittatarkkuus on hyvä (ITmin) - Kappaleen pinnanlaatu on hyvä (Ramin) - Voidaan poistaa suuria ainemääriä kerralla (v,a,s max) - Terän kuluminen on vähäistä (tkesto max) - Lastun murto ei tuota ongelmia (lastun kokomin ja muoto)
 - Lastuaminen aiheuttaa pienet lastuamisvoimat (Fmin) - Kappaleen mittatarkkuus on hyvä (ITmin) - Kappaleen pinnanlaatu on hyvä (Ramin) - Voidaan poistaa suuria ainemääriä kerralla (v,a,s max) - Terän kuluminen on vähäistä (tkesto max) - Lastun murto ei tuota ongelmia (lastun kokomin ja muoto)")
5
TERÄSTEN LASTUTTAVUUDESTA
Minimoitaessa terän kulumista on materiaalin kovuus keskeisin kriteeri eli tässä mielessä: runsashiiliset teräkset ovat vaikeasti lastuttavia, vähähiiliset ovat hyvin lastuttavia karkaistut teräkset ovat huonosti lastuttavia, pehmeäksi hehkutetut ovat hyvin lastuttavia Optimoitaessa lastun muotoa on lastun katkeamistaipumus keskeisin kriteeri eli tässä mielessä: vähähiiliset teräkset ovat huonoja, pehmeästä aineesta syntyy hankala ja pitkä lastunmuoto “haurastavilla” aineilla seostetut ovat paremmin lastuttavia (rikin ja magnaanin seostus magnaanisulfidisulkeumia) mellotuksen jälkeen kalsium-injektiokäsitellyt ja Mn-seostetut teräkset ovat hyvin lastuttavia nk. M-käsittely) Materiaalin valinnassa tehdään ominaisuuksien kompromissi: Hiilipitoisuus - seostus - lämpökäsittely - toimitustila
 mellotuksen jälkeen kalsium-injektiokäsitellyt ja Mn-seostetut teräkset ovat hyvin lastuttavia nk. M-käsittely) Materiaalin valinnassa tehdään ominaisuuksien kompromissi: Hiilipitoisuus - seostus - lämpökäsittely - toimitustila.")
6
Materiaalin (seostuksen ja) toimitustilan merkitys:
H14 = puolikova, H18 = kova T4 = luonnollisesti vanhennettu, T6 = keinovanhennettu T8 = liuotushehkutettu, keinovanhennettu ja kylmämuokattu

7
LIITOSTEN MATERIAALIN VALINTA
Eräiden materiaalien liittäminen vaatii erillisiä liitososia (esim. keraamiset osat), jolloin on otettava huomioon myös liitososien materiaalinvalinta. Liitoksiin kohdistuvat toiminnalliset vaatimukset on sovitettava yhteen konstruktion muun materiaalin valinnan kanssa: 1 Staattinen lujuus 2 Väsymislujuus 3 Joustavuus tai jäykkyys 4 Tiiviys 5 Kemiallinen kestävyys 6 Lämpökuormien kesto 7 Kokoonpanon helppous 8 Varmuus käytön aikaista avautumista vastaan 9 Irrotettavuus (tarvittaessa) 10 Kustannukset Ensin on tehtävä vaatimuslista itse liitokselle ja sen jälkeen muodostettava vaatimuslista liitososien materiaaleille!
, jolloin on otettava huomioon myös liitososien materiaalinvalinta. Liitoksiin kohdistuvat toiminnalliset vaatimukset on sovitettava yhteen konstruktion muun materiaalin valinnan kanssa: 1 Staattinen lujuus. 2 Väsymislujuus. 3 Joustavuus tai jäykkyys. 4 Tiiviys. 5 Kemiallinen kestävyys. 6 Lämpökuormien kesto. 7 Kokoonpanon helppous. 8 Varmuus käytön aikaista avautumista vastaan. 9 Irrotettavuus (tarvittaessa) 10 Kustannukset. Ensin on tehtävä vaatimuslista itse liitokselle ja sen jälkeen muodostettava vaatimuslista liitososien materiaaleille!")
8
MATERIAALIN VALINTA RUUVILIITOKSISSA
1. Käytetään sopivia aluslaattoja: pintapaineen pienentäminen varmistetaan kiinnipysymisen ehkäistään mahdollisen kaltevan kiinnityspinnan aiheuttama taipuma ruuvissa estetään galvaanisen korroosioparin muodostuminen 2. Valitaan ruuvin materiaali yhteensopivaksi yhteenliitettävien osien materiaalien kanssa: ruuvi venyy (“toimii jousena”), liitettävät osat puristuvat kokoon kimmomoduulien yhteensovittaminen kitkan merkitys kiinnipysymisessä ja kiristämisessä kitkakertoimet eri materiaaliparien kesken 3. Otetaan huomioon minimireunaetäisyydet liitettävissä osissa eli suoritetaan lujuustarkastelu ruuville, mutta myös perusmateriaalille murto-, myötö- ja väsymislujuus
, liitettävät osat puristuvat kokoon kimmomoduulien yhteensovittaminen. kitkan merkitys kiinnipysymisessä ja kiristämisessä kitkakertoimet eri materiaaliparien kesken. 3. Otetaan huomioon minimireunaetäisyydet liitettävissä osissa. eli suoritetaan lujuustarkastelu ruuville, mutta myös. perusmateriaalille murto-, myötö- ja väsymislujuus.")
9
Ruuviliitosten vauriomuotoja
1 Staattisen vetokuorman alainen ruuvi murtuu: - vetojännitys ylittää murtolujuuden - ruuvin tai mutterin kierre leikkautuu irti 2 Ruuvin väsymisraja ylittyy: ruuveille väsymisraja on n. 10 % materiaalin myötörajasta 3 Liitettävät osat vaurioituvat: - esim. levyosien leikkautuminen liian pienen reunaetäisyyden takia

10
Ruuviliitosten väsymiskeston parantaminen
Seuraavilla keinoilla pyritään tasaamaan ruuvin ensimmäisen kierteen kannettavaksi tulevaa suurta osaa ruuvin aksiaalivoimasta: - Valitaan korkeampi mutteri, jos mahdollista - Valitaan mutterimateriaali, jonka kimmokerroin on pienempi kuin itse ruuvilla (esim. kevytmetalli tai valurauta) - Huolehditaan riittävästä ruuvin esikiristyksestä - Lisäksi vaikuttavat mm. pinnanlaatu, kierreprofiili, ruuvin muu muotoilu ja kierteen valmistustapa (kylmämuovaus edullinen)
 - Huolehditaan riittävästä ruuvin esikiristyksestä. - Lisäksi vaikuttavat mm. pinnanlaatu, kierreprofiili, ruuvin muu muotoilu ja kierteen valmistustapa. (kylmämuovaus edullinen)")
11
A) Perusaineen hitsattavuus
kemiallinen koostumus raekoko, mikrorakenne karkenemistaipumus lämpölaajeneminen B) Rakenteellinen hitsattavuus rakenteellinen muotoilu voimien vaikutussuunta hitsatuissa liitoksissa hitsattujen liitosten sijoitus rakenteen jäykkyyserot C) Valmistuksellinen hitsattavuus tarvittava esivalmistelujen määrä, railomuodot tarvittavat lämpökäsittelyt lämmöntuonti, hitsausprosessi
 Rakenteellinen hitsattavuus. rakenteellinen muotoilu. voimien vaikutussuunta hitsatuissa liitoksissa. hitsattujen liitosten sijoitus. rakenteen jäykkyyserot. C) Valmistuksellinen hitsattavuus. tarvittava esivalmistelujen määrä, railomuodot. tarvittavat lämpökäsittelyt. lämmöntuonti, hitsausprosessi.")
12
Hitsausprosessien valinta- ja vertailukriteerien
yhdistäminen materiaalin valintaan Lämmöntuonti Lämpökäsittelyjen tarve Lisäaine Liitosmuodot ja railomuodot Liitettävät materiaalit ja ainevahvuudet Hiiliekvivalentin laskeminen (eri laskukaava eri materiaaliryhmille) Hitsisulan suojaus Mekanisointi / robotisointi / automatisointimahdollisuus Esivalmistelujen tarve Hitsaajan ammattitaidon merkitys Paloaikasuhde tmv. Hiiliekvivalentti voi olla suuntaa-antava lukuarvo materiaalin hitsattavuudesta, mutta lisäksi on otettava huomioon valmistettavan konstruktion rakenteellinen ja valmistuksellinen hitsattavuus.
 Hitsisulan suojaus. Mekanisointi / robotisointi / automatisointimahdollisuus. Esivalmistelujen tarve. Hitsaajan ammattitaidon merkitys. Paloaikasuhde tmv. Hiiliekvivalentti voi olla suuntaa-antava lukuarvo materiaalin hitsattavuudesta, mutta lisäksi on otettava huomioon valmistettavan konstruktion rakenteellinen ja valmistuksellinen hitsattavuus.")
13
Hitsausprosessien valinta vs. materiaalin valinta
Esimerkiksi ruostumattomien teräksien hitsaukseen sopivia prosesseja: Plasmahitsaus MAG (Argon + happi) TIG Esimerkiksi alumiinin, kuparin ja titaanin hitsaukseen sopivia prosesseja: MIG (Argon) Esimerkiksi muovikalvojen liittämiseen sopiva prosessi: UÄ-hitsaus
 TIG. Esimerkiksi alumiinin, kuparin ja titaanin hitsaukseen sopivia prosesseja: MIG (Argon) Esimerkiksi muovikalvojen liittämiseen sopiva prosessi: UÄ-hitsaus.")
14
MATERIAALIN VALINTA LIIMALIITOKSISSA
Liimatyyppi tulee valita siten, että liima sopii: halutulle lämpötila-alueelle (monien liimojen leikkauslujuus putoaa rajusti lämpötilan kohotessa yli + 75 C) liimattaville materiaalipareille (syanoakrylaatti-, epoksi-, akryyli ja polyuretaaniliimat yms.) käyttötarkoitukseen kuivuttuaan (kova - plastinen - elastinen liitos tai esim. liitoksen lämmön- tai sähkönjohtavuus)
 liimattaville materiaalipareille (syanoakrylaatti-, epoksi-, akryyli ja polyuretaaniliimat yms.) käyttötarkoitukseen kuivuttuaan (kova - plastinen - elastinen liitos tai esim. liitoksen lämmön- tai sähkönjohtavuus)")
15
Repäisy Kuorinta Veto Leikkaus

16
Kuormittamaton liimaliitos
Samaa materiaalia olevat liitettävät osat venyvät samalla tavalla ja liimasaumaa kuormi- tetaan symmetrisesti. Eripariliitos, jossa toinen liitettävä osa venyy enemmän. Tämä johtaa liimasauman epäsymmetriseen kuormittumiseen ja liimalta vaaditaan kimmoisampaa ainetta vastaavia ominaisuuksia

17
Materiaalivakio k: G= liiman liukumoduuli E= osien kimmomoduuli
a= liimakerroksen paksuus

18
Murtokuorma kasvaa Limitys l kasvaa Levyn veto- jännityksen
ja liima-sauman maksimi-leikkaus-jännityksen suhde Murtokuorma kasvaa Limitys l kasvaa Suhdeluku X, joka riippuu materiaali- vakiosta k, levyn paksuudesta t ja limityksestä l

19
Kestomuoviliimat Kertamuoviliimat Epäorgaaniset liimat
Ei lujuutta vaativiin kohteisiin Nopeaan liittämiseen (syanoakrylaattiliimat) Osien lukitukseen (akrylaattiliimat) Kertamuoviliimat Metallien liittämiseen, lujuutta vaativiin kohteisiin, ei yli +250 C lämpötiloihin Polyuretaaniliimat kylmiin olosuhteisiin (jopa – 200 C) Epäorgaaniset liimat Erittäin korkeisiin lämpötiloihin, +800…+2500 C Keraamien liittämiseen
 Osien lukitukseen (akrylaattiliimat) Kertamuoviliimat. Metallien liittämiseen, lujuutta vaativiin kohteisiin, ei yli +250 C lämpötiloihin. Polyuretaaniliimat kylmiin olosuhteisiin (jopa – 200 C) Epäorgaaniset liimat. Erittäin korkeisiin lämpötiloihin, +800…+2500 C. Keraamien liittämiseen.")
20
Terästen lämpökäsiteltävyys
Terästen lämpökäsittelyjen suunnittelussa on tunnettava: - Hiilipitoisuus - Seosaineiden määrät ja niiden yhteisvaikutus - Tasapainopiirros ja A1-lämpötila - Esimerkiksi jatkuvan jäähtymisen käyrä (CCT-curve) loppurakenteen suunnittelua varten - Kullakin lämpökäsittelymenetelmällä saavutettavat ominaisuusmuutokset ja niiden hallinta (käsittely muita valmistusvaiheita ennen tai niiden jälkeen - Tuotteen geometrian asettamat reunaehdot - Perinteinen materiaalinlaadun kysymys: Tulisiko valita standardikoostumuksen ylä- tai alarajalla oleva materiaali vai se, jossa vaihtelut ovat pienimmät... luotettavuustekninen suunnittelu
 loppurakenteen suunnittelua varten. - Kullakin lämpökäsittelymenetelmällä saavutettavat. ominaisuusmuutokset ja niiden hallinta (käsittely. muita valmistusvaiheita ennen tai niiden jälkeen. - Tuotteen geometrian asettamat reunaehdot. - Perinteinen materiaalinlaadun kysymys: Tulisiko valita standardikoostumuksen ylä- tai. alarajalla oleva materiaali vai se, jossa vaihtelut ovat. pienimmät... luotettavuustekninen suunnittelu.")
21
MUOVATTAVUUDEN ARVIOINTI LUKUARVOJA KÄYTTÄEN
- Pienin mahdollinen taivutussäde, joka sallitaan levyn ulkoreunan vielä murtumatta - Yhdellä muovauskerralla aikaansaatava poikkileikkauksen tms. muutos esim. [%] - Tarvittavan valssaus- tai muun muovaavan voiman suuruus - Tarvittavien peräkkäisten muovaavien työvaiheiden lukumäärä - Tarvittava (korotettu) muovauslämpötila (kumpi on kustannustehokkaampi: kylmä- vai kuumamuovaus ?) - Ohuin mahdollinen seinämä venytys- muovauksessa
 muovauslämpötila. (kumpi on kustannustehokkaampi: kylmä- vai kuumamuovaus ) - Ohuin mahdollinen seinämä venytys- muovauksessa.")
22
Muokkauslujittuminen
Valssauksessa, taonnassa, vedossa, taivutuksessa jne. muodonmuutoksen seurauksena monirakeisen metallin alunperin tasa-akseliset rakeet venyvät muokkaussuunnassa vaikka tilavuus säilyy vakiona sitkeys- ja muovattavuus-ominaisuudet muokkaussuunnassa ja sitä vastaan kohtisuorassa suunnassa muodostuvat erilaisiksi kovuus ja lujuus kasvavat muokkaukselle altistuneessa kohdassa muokkauslujittuminen

23
MATERIAALIEN VALETTAVUUS
Vertailukriteereitä: Minimi seinämäpaksuus, joka voidaan valaa Valittu lujuusluokka (saavutettava lujuus ja kovuus suhteessa ainevahvuuteen) Muotti/malli/tuote – materiaaliyhdistelmä Suunniteltavat hellitykset ovat materiaali- ja valumenetelmäkohtaisia Monet alumiiniseokset pyrkivät “takertumaan” teräsmuottien pintaan Muita työvaiheita ajatellen otettava huomioon myös valettavan materiaalin lastuttavuus ja hitsattavuus
 Muotti/malli/tuote – materiaaliyhdistelmä. Suunniteltavat hellitykset ovat materiaali- ja valumenetelmäkohtaisia. Monet alumiiniseokset pyrkivät takertumaan teräsmuottien pintaan. Muita työvaiheita ajatellen otettava huomioon myös valettavan materiaalin lastuttavuus ja hitsattavuus.")
24
Valukappaleen kutistumat
Valumetallien kutistuminen jakautuu kolmeen vaiheeseen: - sulakutistuma - kiteytymiskutistuma - kiinteäkutistuma Kaksi ensin mainittua voidaan hoitaa syöttämällä riittävästi ja oikein valumateriaalia muottitilaan. Kiinteäkutistuma on otettava huomioon muottitilan kokoa suunniteltaessa, jottei kappale jää vajaa-mittaiseksi.

25
Esimerkkejä eri materiaalien kutistuma-arvoista
Suomugrafiittiraudat …+ 1.6 % Pallografiittiraudat …+ 1.5 % Valuteräkset (% C n. 0.2) % Alumiinit % Messinki %
 % Alumiinit % Messinki %")
26
MATERIAALIEN PINNOITETTAVUUS
Pinnoitteen ja perusaineen ominaisuuksien yhteensovittaminen jäykkyys, lujuus, lämpölaajeneminen jne., korroosionkesto Pinnoitteen ominaisuudet kiinnipysyvyys, pinnoitteen laatu, kestoikä Halpa perusaine ja toimiva ohut pinnoitekerros kustannusvaikutus Oikein suunniteltu pinnoitus tuottaa materiaalinvalintaan “uusia vaihtoehtoisia materiaaleja”

27
Korroosiolajit

28
1 Yleinen syöpyminen Metallin koko pinta syöpyy tasaisella nopeudella
Suojaamattomien metallipintojen tyypillinen korroosiomuoto ilmasto-olosuhteissa Mitattavissa helposti painohäviön tai seinämän ohenemisen avulla

29
2 Paikallinen syöpyminen
2.1 Pistesyöpyminen voi saada alkunsa pinnan urista (pinnankarheus), pintakalvon virheistä, liuoksen eräistä anioneista (Cl -, Br -) tyypillinen metalleissa, joiden korroosionkestävyys perustuu suojaavaan passiivikerrokseen (alumiini, ruostumaton teräs) tyypillinen esimerkki on ruostumattoman teräksen pistesyöpyminen merivedessä
, pintakalvon virheistä, liuoksen eräistä anioneista (Cl -, Br -) tyypillinen metalleissa, joiden korroosionkestävyys perustuu suojaavaan passiivikerrokseen (alumiini, ruostumaton teräs) tyypillinen esimerkki on ruostumattoman teräksen pistesyöpyminen merivedessä.")
30
2.2 Kuumakorroosio Paikallisen syöpymisen korroosiomuoto, jonka aiheuttaa polttolaitosten rikki-, natrium- tai vanadiinipitoiset polttotuotteet Metallin päälle muodostuva sula natriumsulfaatti hajottaa metallia suojaavan oksidikerroksen ja aiheuttaa pistesyöpymistä korkean lämpötilan rauta-, nikkeli- ja kobolttivaltaisissa seoksissa Korroosioriski kasvaa moninkertaiseksi yli + 500°C jälkeen, mutta esim. rikkitrioksidi aiheuttaa korroosiota jo alle +200 °C:ssa

31
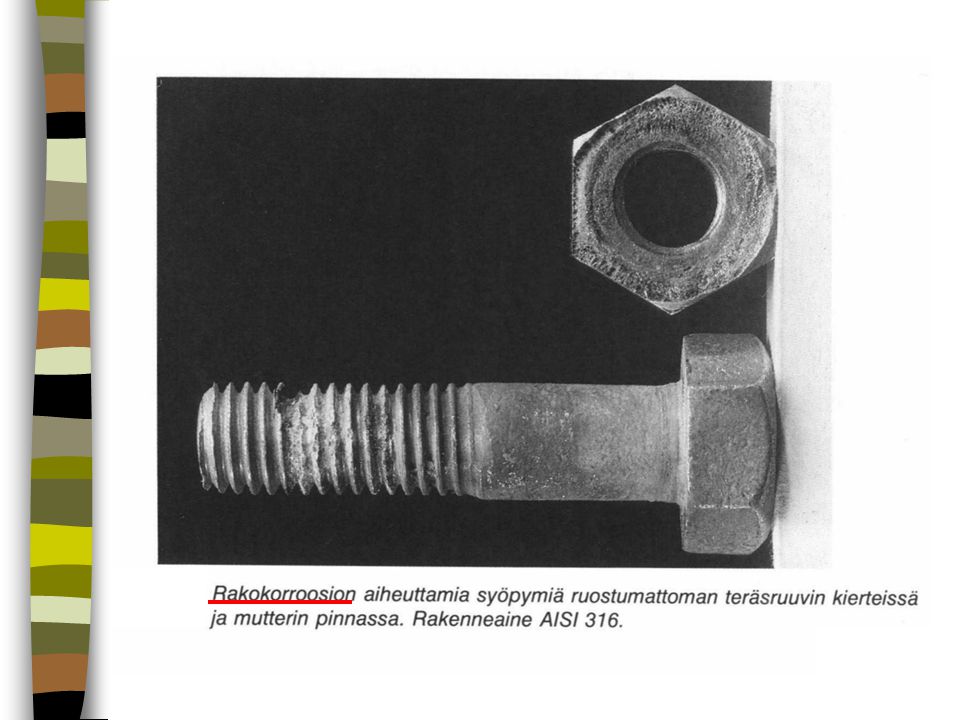
2.3 Rakokorroosio (piilokorroosio)
Paikallisen syöpymisen korroosiomuoto, joka tapahtuu raoissa, joihin liuos pääsee tunkeutumaan, mutta joissa se ei pääse vaihtumaan samalla nopeudella kuin muilla metallipinnan alueilla Raon koko n …0.1 mm, esim. niitti-, ruuvi- ja hitsausliitoksissa Tiivisteliitokset, joissa tiivistemateriaali on liuosta absorboivaa Metallin pinnalla on likaa tms. (hiekkaa) Tyypillinen metalleissa, joiden korroosionkestävyys perustuu suojaavaan passiivikerrokseen (ruostumaton teräs, alumiini)
 Tyypillinen metalleissa, joiden korroosionkestävyys perustuu suojaavaan passiivikerrokseen (ruostumaton teräs, alumiini)")
33
3 Galvaaninen korroosio
Periaatteessa… Esiintyy silloin, kun samassa elektrolyytissä kaksi eri metallia ovat sähköisessä kontaktissa toisiinsa. Alhaisemman elektrodipotentiaalin omaava (epäjalompi) metalli muodostuu anodiksi ja syöpyy. Mitä kauempana elektrodipotentiaalisarjassa metallit toisistaan sijaitsevat, sitä todennäköisempää on galvaanisen korroosioparin syntyminen. Mutta muista myös, että… Galvaaninen pari voi syntyä myös siten, että metalli on kosketuksessa jalomman ei-metallisen sähköäjohtavan materiaalin kanssa (esim. grafiitti) Galvaaninen jalousjärjestys riippuu myös lämpötilasta (esim. Fe vs. Zn +60°C).
 metalli muodostuu anodiksi ja syöpyy. Mitä kauempana elektrodipotentiaalisarjassa metallit toisistaan sijaitsevat, sitä todennäköisempää on galvaanisen korroosioparin syntyminen. Mutta muista myös, että… Galvaaninen pari voi syntyä myös siten, että metalli on kosketuksessa jalomman ei-metallisen sähköäjohtavan materiaalin kanssa (esim. grafiitti) Galvaaninen jalousjärjestys riippuu myös lämpötilasta (esim. Fe vs. Zn +60°C).")
34
Kannatin ja putki ruostumatonta
Terästä Katodi Ruuvi hiiliterästä Anodi (syöpyy)
")
36
Galvaanisen parin muodostuminen ja galvaaninen korroosio betonirakenteessa.

37
Sovellusesimerkki Galvaanisen ja rakokorroosion yhteisvaikutus

38
4 Pintaan kohdistuvan mekaanisen rasituksen kiihdyttämä syöpyminen
4.1 Eroosiokorroosio Kun liuoksen liikenopeus kasvaa riittävän suureksi, se pystyy irrottamaan metallin pintaa korroosiolta suojaavia pintakerroksia korroosionopeus riippuu virtausnopeudesta erityisen haitallinen on pyörteinen virtaus (putkiston haarat, mutkat, suuaukot) virtauksen mukana kulkevat kiinteät partikkelit lisäävät kuluttavaa vaikutusta ja johtavat myös mekaanisen kulumiseen
 virtauksen mukana kulkevat kiinteät partikkelit lisäävät kuluttavaa vaikutusta ja johtavat myös mekaanisen kulumiseen.")
39
Väärin: Liian syvälle työnnetty haaraputki aiheuttaa eroosiokorroosiota

40
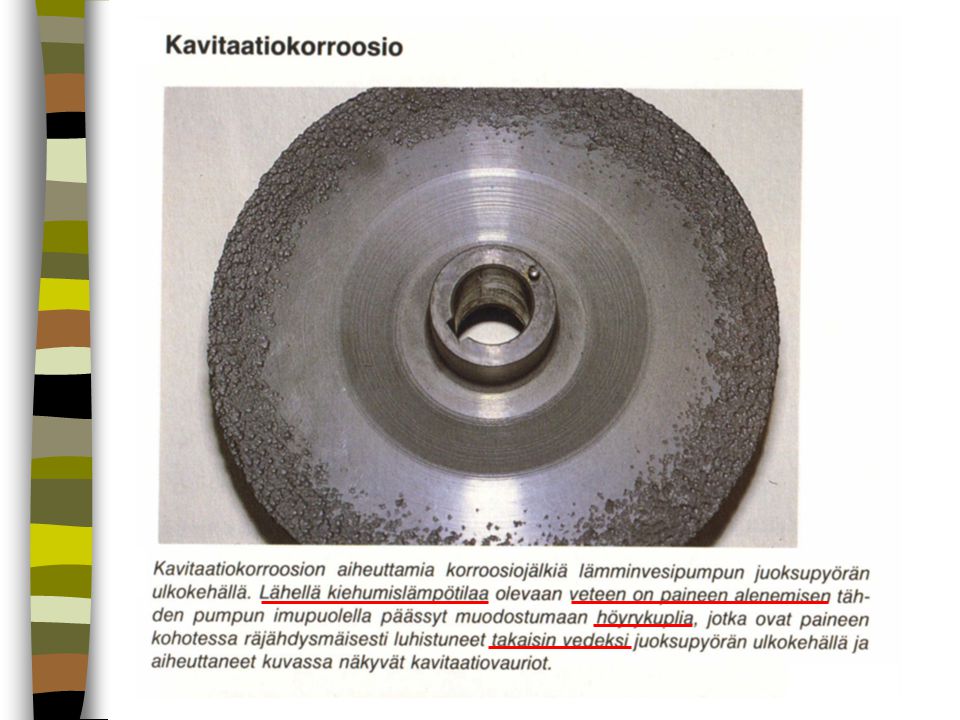
4.2 Kavitaatiokorroosio (Pitting, kuoppakorroosio)
Pintaan kohdistuvaa mekaanisen rasituksen kiihdyttämää syöpymistä on nk. kavitaatio, jossa nestevirtaukseen syntyneet kaasukuplat luhistuvat, jolloin nesteeseen syntyy voimakkaita paineaaltoja, jotka voivat rikkoa metallin pintaa suojaavan passivaatiokalvon (tai muun suojakerroksen) Esiintyy mm. hydraulilaitteissa, laivojen potkureissa, pumppujen siipipyörissä ja putkistoissa Jos passiivikalvo rikkoutuu iskumaisen kuormituksen takia, käytetään joskus myös termiä iskukorroosio
 Esiintyy mm. hydraulilaitteissa, laivojen potkureissa, pumppujen siipipyörissä ja putkistoissa. Jos passiivikalvo rikkoutuu iskumaisen kuormituksen takia, käytetään joskus myös termiä iskukorroosio.")
42
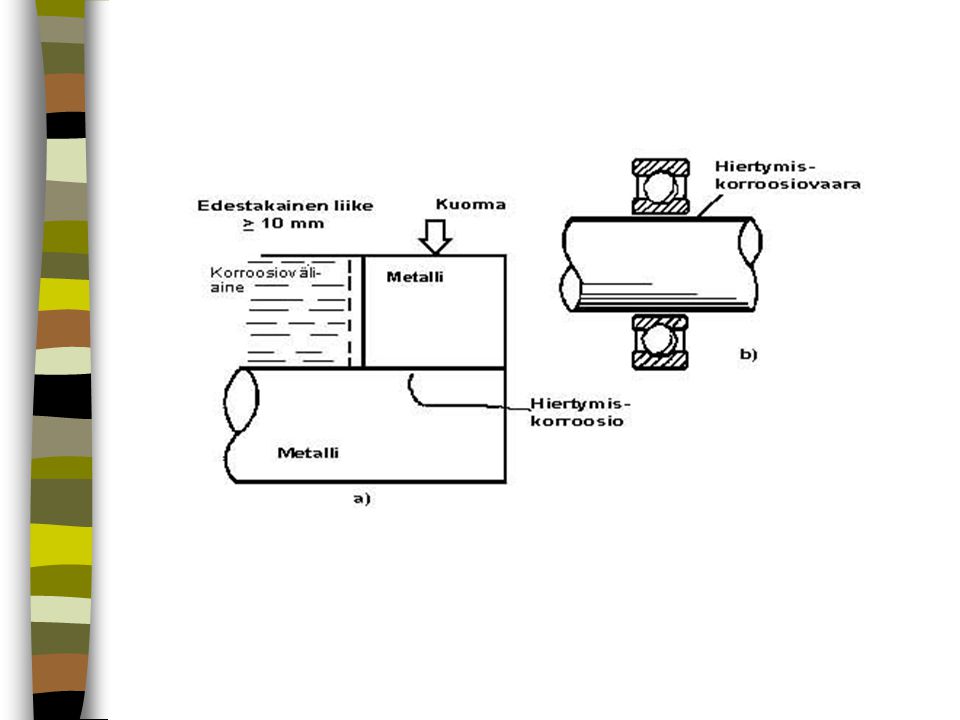
4.3 Hiertymiskorroosio (Fretting-korroosio)
Kyseinen, pintaan kohdistuva mekaanisen rasituksen kiihdyttämä syöpyminen, tapahtuu kahden toisiaan vastaan puristetun pinnan välissä silloin, kun pinnat värähdellessään pääsevät liikkumaan hieman toisiinsa nähden Esim. puristussovitteet, ruuvi-, niitti-, kitka- ja kiilaliitokset (esim. löystymisen seurauksena) Esim. laakerit, lehtijouset, vaijerien kosketuskohdat pinnan profiilihuiput murenevat abrasiivi pinnan oksidikerros murenee abrasiivi pinnasta irtoaa metallihiukkasia abrasiivi
 Esim. laakerit, lehtijouset, vaijerien kosketuskohdat. pinnan profiilihuiput murenevat abrasiivi. pinnan oksidikerros murenee abrasiivi. pinnasta irtoaa metallihiukkasia abrasiivi.")
43
Esimerkiksi kutistusliitoksissa jo 1/10 000 mm siirtymä saa aikaan fretting-ilmiön
Fretting-ilmiö vaurioittaa kutistusliitosten pintoja ja laakerien tukipintoja Väsymiskestävyys voi laskea jopa 30-50%, murtuma ei tapahdu liitetyn koneenosan kohdalta, vaan hieman sisempää Pintaan esim. lämpökäsittelyllä tuotettu puristusjännitys vähentää fretting-ilmiötä

45
5 Raerajakorroosio Metalliseosten jähmettymisen, lämpökäsittelyn, hitsauksen tai korkean käyttölämpötilan yhteydessä raerajoille voi muodostua korroosionkestävyyttä heikentäviä yhdisteitä, jolloin metalliseos syöpyy voimakkaasti raerajoja pitkin Raerajakorroosiota voivat aiheuttaa raerajoille suotautuvat epäpuhtaudet tai tietyn seosaineen rikastuminen tai köyhtyminen matriisista raerajojen läheisyydessä (esim. alumiinissa epäpuhtautena esiintyvä rauta voi suotautua raerajoille) Ruostumattomilla teräksillä tapahtuu herkistymisilmiö, jossa lämpökäsittelyn tai hitsauksen yhteydessä raerajoille muodostuu kromikarbidia ja sen viereen jää kromiköyhä alue, johon ei muodostukaan suojaavaa passivaatio-kerrosta
 Ruostumattomilla teräksillä tapahtuu herkistymisilmiö, jossa lämpökäsittelyn tai hitsauksen yhteydessä raerajoille muodostuu kromikarbidia ja sen viereen jää kromiköyhä alue, johon ei muodostukaan suojaavaa passivaatio-kerrosta.")
46
6 Valikoiva syöpyminen Metalliseoksen jokin seosaine tai mikrorakenneosa liukenee muita nopeammin messingin sinkinkato alumiinipronssin alumiininkato hapoissa piipronsseissa piinkato suomugrafiittirautojen grafitoituminen (rauta syöpyy jättäen jäljelle grafiittisuomu-rungon)
")
47
7 Jännitystilan ja korroosion yhteisvaikutus
7.1 Jännityskorroosio metalliin muodostuu murtumia korrosiivisten olosuhteiden ja pinnassa vaikuttavan (joko ulkoisesta kuormituksesta tai sisäisistä jännityksistä johtuvan) vetojännityksen yhteisvaikutuksesta happi ja lämpötilan nousu lisäävät jännityskorroosio-herkkyyttä Esimerkkejä: syvävedettyjen tai kylmämuokattujen messinkituotteiden vauriot typpiyhdisteissä (esim. ammoniakki) kylmämuokatut teräkset emäksisissä olosuhteissa austeniittisten ruostumattomien terästen jännityskorroosio hapettavissa kloridiliuoksissa seostettujen terästen vetyhauraus (teräkseen syntynyt vety esim. hitsauksesta johtuen)
 vetojännityksen yhteisvaikutuksesta. happi ja lämpötilan nousu lisäävät jännityskorroosio-herkkyyttä. Esimerkkejä: syvävedettyjen tai kylmämuokattujen messinkituotteiden vauriot typpiyhdisteissä (esim. ammoniakki) kylmämuokatut teräkset emäksisissä olosuhteissa. austeniittisten ruostumattomien terästen jännityskorroosio hapettavissa kloridiliuoksissa. seostettujen terästen vetyhauraus (teräkseen syntynyt vety esim. hitsauksesta johtuen)")
49
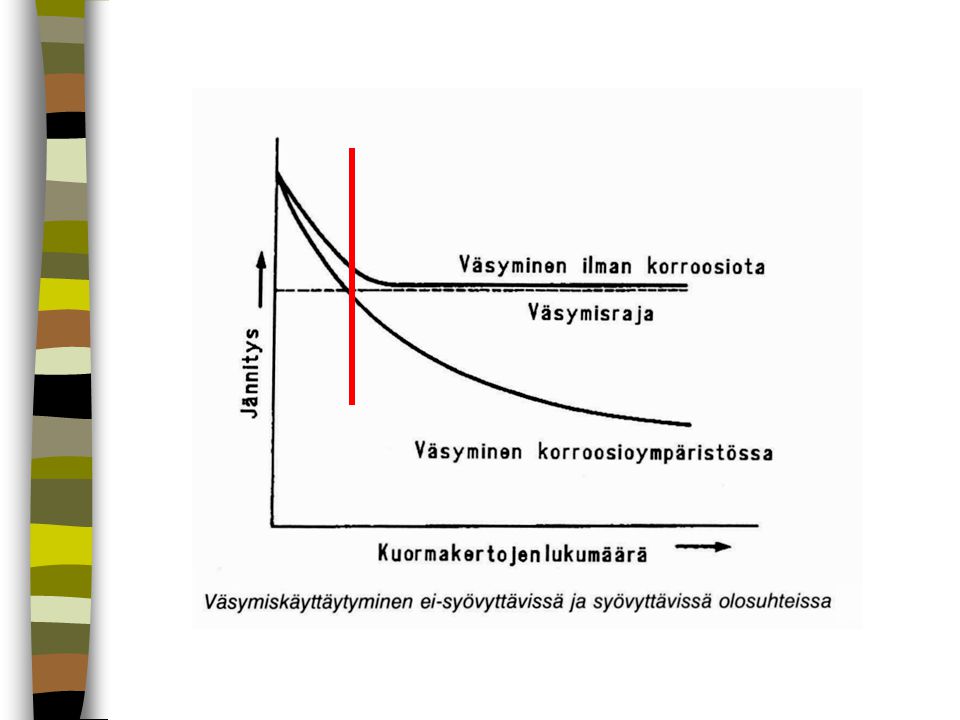
7.2 Korroosioväsyminen Korrosiivisessa ympäristössä oleva rakenne joutuu lisäksi värähtelyjen, vaihtokuormituksen tai termisten vaihteluiden alaiseksi Ilman korroosion vaikutusta mitatuissa S-N käyrissä voidaan havaita selvä väsymisraja, jota pienemmät jännitysamplitudit eivät aiheuta murtumaa, mutta korrosiivisissa olosuhteissa väsymisrajaa ei esiinny, vaan hyvinkin pienet jännitysvaihtelut johtavat murtumaan kuorman-vaihtokertojen lisääntyessä esim. putkistot, säiliöt, venttiilit, pumput, akselit

51
8 Korroosion ehkäiseminen
Keinoja on useita: pinnoitus, suojamaalaus rakenteen geometrian suunnittelu edullisemmaksi liitostyypin valinta edullisemmaksi (kierreliitosten välttäminen), sovitteiden oikea valinta hitsausohjeiden tarkka noudattaminen voitelu, värähtelyjen hallinta kuormitussuunnan muuttaminen, sisäisten jännitysten poistaminen (haitallinen vetojännitys), jännityshuippujen pienentäminen muotoilulla korrosiivisen väliaineen eristäminen, inhibiittien käyttö virtaustekniset ratkaisut materiaalin ja/tai materiaaliparin valinta
, sovitteiden oikea valinta. hitsausohjeiden tarkka noudattaminen. voitelu, värähtelyjen hallinta. kuormitussuunnan muuttaminen, sisäisten jännitysten poistaminen (haitallinen vetojännitys), jännityshuippujen pienentäminen muotoilulla. korrosiivisen väliaineen eristäminen, inhibiittien käyttö. virtaustekniset ratkaisut. materiaalin ja/tai materiaaliparin valinta.")
52
8.1Materiaalin valinnan suuntaviivoja
Monesti materiaalin valinta ei ole keskeisin tekijä korroosiota ehkäistäessä! “Ruostumattomat” teräkset on laaja materiaalien ryhmä, jonka sisällä eri lajien korroosionkestävyys vaihtelee huomattavasti Monesti on järkevää pohtia myös pinnoitteiden käyttöä

53
8.2 Huomioon otettavat pääkohdat
Valittaessa konstruktiomateriaalia korrosiivisiin olosuhteisiin joudutaan ottamaan huomioon useita näkökohtia, esim: Jännitys- tila Lämpötila Kemiallinen ympäristö Materiaali- pari Konstruktio- materiaali Suuniteltu tuotteen valmistus Pinnoitus

54
MATERIAALI SEOSTUS KAKSI KESKEISTÄ VAATIMUSTA

55
PINNAN KOVUUS MATERIAALI- PARI MATERIAALI

56
PINNAN KOVUUS MATERIAALI- PARI MATERIAALI

57
MATERIAALI- PARI MATERIAALI

58
9 Valuraudat Kaikissa ilmasto-olosuhteissa, merivedessä sekä maahan upotettuna on suomu- ja pallografiittirautojen korroosionkesto parempi kuin seostamattomilla teräksillä Pallografiittirautojen korroosionkesto on parempi kuin suomugrafiittirautojen Seostetuilla erikoisvaluraudoilla saavutetaan vielä paremmat korroosionkesto-ominaisuudet (esim. Ni-seostus)
")
59
10 Ruostumattomat teräkset

60
Ferriittiset

61
Martensiittiset

62
Duplex

63
12 Alumiini ja alumiiniseokset
Cu tekee seoksista karkenevia => lisää lujuutta ja kovuutta, haitallinen vaikutus korroosionkestävyyteen Si alentaa sulamispistettä ja parantaa juoksevuutta, yhdessä Mg:n kanssa antaa tulokseksi karkenevia seoksia, joilla hyvä korroosionkestävyys Mg parantaa lujuutta ja kovuutta vaikuttamatta korroosionkestävyyteen ja hitsattavuuteen Mn lisää lujuutta vaikuttamatta haitallisesti sitkeyteen Pb, Ti, Zr, Li työstöominaisuuksien parantaminen, kuumahalkeilun välttäminen, lujuus jne.

64
Alumiinin ja sen seosten korroosionkestävyys ilmastollisissa olosuhteissa on hyvä verrattuna hiiliteräkseen. Oksidikerros suojaa alumiinin pintaa olosuhteissa, joissa syövyttävän ympäristön pH on alueella n Pistekorroosio on alumiinin yleisin korroosiomuoto Jännityskorroosio on alumiineilla harvinainen Jos alumiini liitetään kiinni jalompaan metalliin on olosuhteista riippuen galvaaninen korroosio mahdollinen

65
13 Korroosionopeuden mittaus
Eri keinoja: laboratoriokokeet, kiihdytetty korroosio korroosion seuranta prosessin aikana Korroosionopeus voidaan esittää syöpymän syvyytenä aikayksikössä tai painohäviönä pinta-alayksikköä ja aikayksikköä kohden väliaineen ominaisuuksien mittaus (tiheys, reaktiotuotteet, liuosten sähkönjohtavuus, galvaanisen virran mittaus, vedyn aiheuttaman paineen mittaus jne.) eri korroosiolajeille sopivat menetelmät esim. akustinen emissio jännityskorroosiolle
 eri korroosiolajeille sopivat menetelmät. esim. akustinen emissio jännityskorroosiolle.")
66
Esimerkki standardien käytöstä…
Teräksen keskimääräinen korroosionopeus r - ensimmäisenä käyttövuotena, - ensimmäisen 10 vuoden aikana ja vakiokorroosionopeus sen jälkeen standardien ISO 9223 ja ISO 9224 mukaan rasitusluokissa C2…C4. Rasitusluokka r (1.vuosi) r (10 vuotta) r (vakio) C2 1,3…25 mm 0,5…5 mm/a 0,1…1,5 mm/a C3 25…50 mm 5…12 mm/a 1,5…6 mm/a C4 50…80 mm 12…30 mm/a 6…20 mm/a Ilmaston rasitusluokitus: - ilmastokorroosio on jaettu luokkiin C1…C5 - C1 vastaa erittäin lievää ja C5 erittäin ankaraa korroosiorasitusta Suomessa kysymykseen tulevat luokat C2, C3 ja C4 (mittausten mukaan Helsingin syövyttävyysluokka on C3-C4 ja sisämaassa luokka on C2-C3).
 r (10 vuotta) r (vakio) C2. 1,3…25 mm. 0,5…5 mm/a. 0,1…1,5 mm/a. C3. 25…50 mm. 5…12 mm/a. 1,5…6 mm/a. C4. 50…80 mm. 12…30 mm/a. 6…20 mm/a. Ilmaston rasitusluokitus: - ilmastokorroosio on jaettu luokkiin C1…C5. - C1 vastaa erittäin lievää ja C5 erittäin ankaraa korroosiorasitusta. Suomessa kysymykseen tulevat luokat C2, C3 ja C4 (mittausten. mukaan Helsingin syövyttävyysluokka on C3-C4 ja sisämaassa. luokka on C2-C3).")
67
Esimerkki käytännön vertailusta…

68
Kuluminen

69
1 Huomioon otettavat tekijät valittaessa materiaalia kuluttavaan kohteeseen
Valittaessa konstruktiomateriaalia kuluttaviin olosuhteisiin joudutaan ottamaan huomioon useita näkökohtia, esim: Materiaali- pari Ympäristö- olosuhteet Hallitseva kulumis- mekanismi Pinnan- laatu Konstruktio- materiaali Voitelu- tilanne Liikkeen luonne Kosketus- kohdan väliaine Voideltu/ Voitelematon Öljy/ rasva

70
1.1 Peruslähtökohdat valittaessa materiaalia kuluttavaan kohteeseen:
Kuluminen on monen tekijän yhteisvaikutuksen tulos. Eri kulumismekanismit voivat vaikuttaa yhtäaikaisesti, mutta usein niistä voidaan osoittaa hallitsevin. Tärkein keino estää liikkuvien osien kulumista on voitelu. Tästä syystä kulumismekanismien ja voitelutilanteiden tarkastelu tehdään samalla kertaa. Joskus on edullista “antaa” koneenosan kulua: valitaan helposti vaihdettava ja ympäristöä vähän vaihdon jälkeen rasittava kohde, joka saakin kulua. Kuluva osa toimii “sulakkeena” kalliimpiin osiin nähden.

71
2 Kulumismekanismit Adheesiokuluminen Abraasiokuluminen
Väsymiskuluminen Tribokemiallinen kuluminen

72
2.1 Adheesiokulumisen periaate
Hitsauma Liike Partikkeli

73
Adhesiivisen kulumisen minimointi edellyttää kulumiseen osallistuvilta materiaaleilta:
Hyvää pinnanlaatua ts. vaaditaan esim. hyvää koneistettavuutta Korkeaa pintakovuutta Materiaalien matalaa liukoisuutta toisiinsa Materiaalien toisistaan poikkeavaa kiderakennetta Vähäistä lujittumistaipumusta muokkauksen ansiosta Materiaalia/ materiaaliparia, joilla on sopiva pintakerros, joka estää tarttumisen puhtaassakin materiaaliparin kosketuksessa (esim. valurautojen grafiitti)
")
74
Adhesiivinen tartunta

75
2.2 Abraasiokulumisen periaate
Kuormitus Abrasiivi Liike Abrasiivi Kulumis- hiukkanen Pehmeämpi materiaali

76
Korkeaa pintakovuutta (kovempi kuin abrasiivipartikkelit)
Abrasiivisen kulumisen minimointi edellyttää kulumiseen ”osallistuvilta” materiaaleilta: Korkeaa pintakovuutta (kovempi kuin abrasiivipartikkelit) Kuumalujuutta Muokkauslujittumiskykyä (lujuus ja kovuus kasvavat) Työstökarkenevuutta muokkauksen ansiosta
 Kuumalujuutta. Muokkauslujittumiskykyä (lujuus ja kovuus kasvavat) Työstökarkenevuutta muokkauksen ansiosta.")
77
Kovuuden merkitys ehkäistäessä abrasiivista kulumista
Korkea pintakovuus ei rajatta kasvata kulumiskestävyyttä, sillä kovimmilla materiaaleilla murtumissitkeys on monesti pieni, jolloin kulumishiukkanen irtoaa hauraasti murtumalla (ja kulumisnopeus kasvaa) Parempi keino on pyrkiä parantamaan kovemman pinnan pinnanlaatua (esim. lastuttavuus) Toinen keino on valita materiaalipari, jossa kulumispartikkelit puristuvat pehmeämpään pintaan ja lujittavat sitä
 Parempi keino on pyrkiä parantamaan kovemman pinnan pinnanlaatua (esim. lastuttavuus) Toinen keino on valita materiaalipari, jossa kulumispartikkelit puristuvat pehmeämpään pintaan ja lujittavat sitä.")
79
Voitelun merkitys ehkäistäessä abrasiivista kulumista
Puhdas suodatettu voiteluaine kuljettaa kosketuskohdasta pois abrasiiveja ja on eduksi Pitkään käytetty ja suodattamattomia partikkeleja sisältävä voiteluaine pahentaa abrasiivista kulumistilannetta

80
Tyypillinen abrasiivisen kulumisen tilanne:
Tavallisin koneenosia abrasiivisesti kuluttava aineosa on hiekan kvartsikide, jonka kovuus voi olla n. 800…1000 HV Abrasiivista kulumista kestäviä metallisia aineita (kun kuluttavan partikkelin kovuus on max. 800 HV): osa kuulalaakeriteräksistä kromatut pinnoitteet osa pintakarkaistuista teräksistä nitratut teräkset
: osa kuulalaakeriteräksistä. kromatut pinnoitteet. osa pintakarkaistuista teräksistä. nitratut teräkset.")
81
2.3 Tribokemiallinen kuluminen
Pintojen välissä oleva väliaine reagoi kemiallisesti pintojen kanssa esim: voiteluaineen lisäaine, vesi, kaasu Kulumisesta muodostuu yleensä eri kulumismekanismien yhteistulos: reaktiotuotteet voivat aiheuttaa abraasiokulumista pinnat, joilla on tapahtunut kemiallisia reaktioita, voivat olla alttiimpia adheesiokulumiselle

82
Tribokemiallinen kuluminen (Esimerkkejä)
Polttoaineessa oleva rikki muodostaa korroosiota aiheuttavia yhdisteitä sylintereiden pinnoille ja johtaa suoraan kulumiseen Ilmassa hapettuvan metallin pinnalle syntyy aluksi suojaava oksidikerros (esim. alumiini). Kun kerros tulee liian paksuksi, se voi lohjeta kovana ja hauraana nopeuttaen muita kulumisen lajeja. Metalliset kloridit, sulfidit ja fosfaatit ovat pehmeitä korrosiivisen kulumisen tuotteita. Toisaalta ne suojaavat pintaa hyvin adhesiiviselta kulumiselta, sillä ne toimivat “voiteluaineena”.
. Kun kerros tulee liian paksuksi, se voi lohjeta kovana ja hauraana nopeuttaen muita kulumisen lajeja. Metalliset kloridit, sulfidit ja fosfaatit ovat pehmeitä korrosiivisen kulumisen tuotteita. Toisaalta ne suojaavat pintaa hyvin adhesiiviselta kulumiselta, sillä ne toimivat voiteluaineena .")
83
Tribokemiallisen kulumisen vähentäminen
Voiteluaineen suodatus ja vaihtaminen (vesi öljyn seassa) Voiteluaineen ja sen lisäaineiden valinta materiaaliparin mukaan Tiivistysratkaisujen oikea toteutus
 Voiteluaineen ja sen lisäaineiden valinta materiaaliparin mukaan. Tiivistysratkaisujen oikea toteutus.")
84
2.4 Väsymiskuluminen Pinnat ovat toisiaan vastaan vierivässä ja/ tai liukuvassa kosketuksessa Pintaan tai heti pintakerroksen alle syntyy jännitysvaihtelu, josta syntyy väsymishalkeamia Kuormituksen jatkuessa halkeamat kasvavat Lopulta pinnasta lohkeaa partikkeleja ja pintaa “kuoppautuu” (pitting) väsymiskuluminen johtaa usein myös abraasiokulumiseen Esiintyy mm. hammaspyörissä, nokkamekanismeissa ja laakereissa
 väsymiskuluminen johtaa usein myös abraasiokulumiseen. Esiintyy mm. hammaspyörissä, nokkamekanismeissa ja laakereissa.")
85
Väsymiskulumisen estäminen
Kuluminen ei saa lähteä liikkeelle, koska se etenee nopeasti ensimmäisen halkeaman synnyttyä Hyvä pinnanlaatu, perusmateriaalin sopivan pinnoitteen valinta sekä tasainen pinnoitteen laatu parantavat kulumiskestävyyttä Karkaistun kerroksen ominaisuudet valittava oikein (kovuus ja paksuus)
")
86
3 Kulumista kestävän materiaalin ominaisuudet
Materiaalin/ materiaaliparin valinta voidaan tehdä hallitsevan kulumismekanismin perusteella, jolloin joudutaan tekemään kompromissi seuraavien ominaisuuksien suhteen: kitkakerroin pinnassa metallien liukoisuus toisiinsa (adheesio) itsevoitelevuus korroosionkesto karkenevuus ja maksimi kovuus kimmoinen muodonmuutoskyky lastuttavuus tai muuten saavutettavissa oleva pinnanlaatu
 itsevoitelevuus. korroosionkesto. karkenevuus ja maksimi kovuus. kimmoinen muodonmuutoskyky. lastuttavuus tai muuten saavutettavissa oleva pinnanlaatu.")
87
3.1Abrasiivista kulumista kestävät pinnoitteet ja materiaalit
Kestävyys paranee Termiset pinnoitteet WC/Co CrC, CrN Keraamiset pinnoitteet Typetysteräkset Hiiletyskarkaistut teräkset

88
Suuret kuormat Kestävyys paranee Pienet kuormat CrC CrN Paksut
keraamiset pinnoitteet Booriteräkset Hiiletyskarkaistut teräkset Typetysteräkset Termiset WC/Co Kestävyys paranee Pienet kuormat Termiset pinnoitteet WC/Co Plasmapinnoitus Oksidointi:Cr, Al CrC, CrN Typetysteräkset Hiiletyskarkaistut teräkset Austeniittiset ruostumattomat teräkset Ohuet keraamiset pinnoitteet

89
4 Kulumista kuvaavan tunnusluvun määrittäminen
Archard:n laskukaava: V =ki×F × s V = pois kulunut ainemäärä ki = kulumisparikerroin F = normaalivoima s = liikepituus kulumiskohdassa Kaava ei ole riippuvainen kosketusalasta ja kaikki koskettaviin pintoihin ja materiaalipariin liittyvät ominaisuudet sisältyvät kertoimeen ki

90
Muunnettu laskukaava: V =Ki×SC2 × RC3
V = pois kulunut ainemäärä S = syntyvä kosketusjännitys kulumiskohdassa R = kuluttavien kuormituskertojen lukumäärä Ki , C2,C3 = materiaaliparista ja pinnan eri ominaisuuksista riippuvat kertoimet Muunnettu kaava ottaa huomioon mm. paikalliset pinnanprofiilin vaikutukset kulumiseen sekä kuluttavan kuormituksen syklisen luonteen Eräissä yksinkertaisissa tapauksissa pelkkä kitkakerroinkin eri materiaalipareille on hyvä mittari

Samankaltaiset esitykset









>")







 ja kuparihohde (Cu2S) Jalot metallit.>")




