Lataa esitys
Esittely latautuu. Ole hyvä ja odota

1
Hitsaustekniikan projektityö
Lattaputken hitsaus

2
Johdanto Kohteena olevat hitsattavat lattaputket tulevat öljynporauslautan runkoputkeen. Runkoputken halkaisija on 70m ja pituus 200m.

3
Määritelmä Tehtävänä oli tutkia ja kehittää öljynporauslautalle tulevien lattaputkien hitsausta hitsauskelkan avulla. Lattaputkella tarkoitetaan teräsputkea, johon hitsataan kaksi teräslattaa vastakkaisille puolille. Putkien halkaisijat mm, ainevahvuudet 15-20mm ja pituus 8000mm. Lattojen mitat olivat 70*10mm ja pituus 7800mm.

4
Määritelmä Menetelmäkokeesta saatu kelkan kuljetusnopeus osoittautui liian nopeaksi => kelkka alkoi heilua. Työnämme oli tutkia, miten hitsausprosessia voitaisiin parantaa ja samalla vähentää roiskeita ja reunahaavan muodostumista. Ongelmaksi muodostui myös lattojen asettelu oikeaan kohtaan sekä niiden esikiinnitys.

5
Alkuperäiset hitsausarvot
Lisäainelanka: 1.2mm ESAB OK 14.04 Hitsausvirta: 300 A Kaarijännite: 37 V Virtalaji/napa: DC-/DC- Langansyöttö: 12.5m/min Kuljetusnopeus: cm/min Lämmöntuonti: kJ/mm Kaasun virtausnopeus: 16l/min Suojakaasu: M21, seoskaasu Ar %CO2 A-mitta: mm

6
Hitsausvälineet Käytössä oli kaksi Kemppi Pro Evolution 4200 MIG- hitsauskonetta. Kuljetuskelkka oli UNI-BUG II.

7
Toteutus Ongelmien poistamiseksi tehtiin muutoksia hitsausarvoihin.
Kuljetusnopeus laskettiin 49cm/min. Kuljetusnopeuden laskeminen johti myös muiden arvojen muuttamiseen. Lisäksi suunniteltiin, valmistettiin lattojen asennukseen jigi, jolla helpotettiin niiden esikiinnitystä oikeaan kohtaan.

8
Kuva2. (Jigi) Jigi 1 2 3 4 5 1 1 2 3 4 5
 Jigi")
9
Pyörityspukki 1 21 321 4

10
Hitsausparametrit MAG-hitsaukseen vaikuttavia parametreja:
Kaarijännite Hitsausnopeus Langansyöttönopeus / hitsausvirta Suojakaasu Langanhalkaisija Vapaalangan pituus ja suuttimen etäisyys Hitsauskolvin asento ja kohdistus Hitsausasento

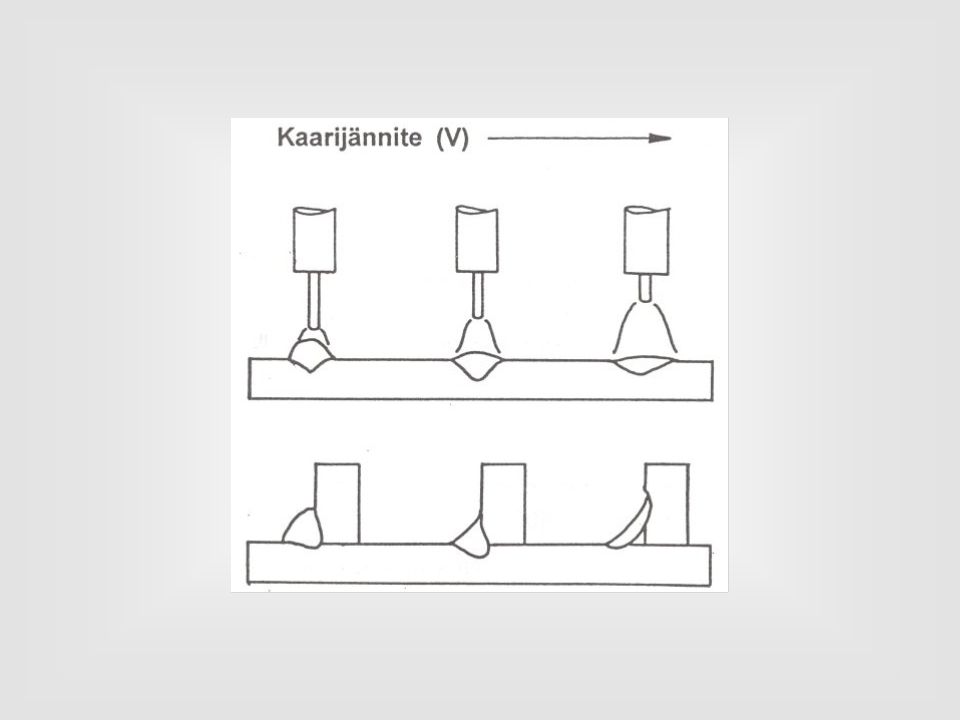
11
Kaarijännite Kaarijännitteeseen vaikuttavat langansyöttönopeus / hitsausvirta, suojakaasu, langanhalkaisija, hitsattavan aineen paksuus ja haluttu tunkeuma. Aloitusarvona oli 37V eli kuumakaari. Reunahaavan poistamiseksi kaarijännitettä laskettiin 33V. Liian suuri jännite eli pitkä valokaari aiheuttaa roiskeita ja reunahaavaa.

13
Hitsausnopeus Liian suuri hitsausnopeus aiheutti kelkan keinumista.
Hitsausnopeuden laskeminen kasvatti hitsausaikaa neljällä minuutilla. Lisäksi nopeutta laskemalla pystyttiin kasvattamaan hitsin tunkeumaa, leveyttä sekä a-mittaa.

14
Langansyöttönopeus / hitsausvirta
Langansyöttönopeutta lisäämällä hitsausvirtaa voidaan kasvattaa. Hitsausvirta vaikuttaa hitsausaineen tuottoon ja tunkeumaan. Langansyöttönopeus nostettiin 12,5m/min => 13,5m/min. Hitsausvirta nostettiin 300A => 340A

15
Suojakaasu Käytössä oli MAG-hitsaus, jossa käytetään aktiivista suojakaasua. Käytettiin 5-25% argonin ja hiilidioksidin seoskaasua. Suojakaasulla on suuri vaikutus muun muassa kaarityyppiin, roiskeisiin, tunkeumaan ja hitsin muotoon.

16
Vapaalangan pituus ja suuttimen etäisyys
Suutinetäisyys ja vapaalangan pituus vaikuttavat oleellisesti roiskeisiin ja pistoolin pään kuumenemiseen. Suutinetäisyyden kasvaessa virta ja tunkeuma pienenee. Vapaalangan pituudeksi valittiin 20mm. => haluttu tunkeuma kyseisellä virralla.

18
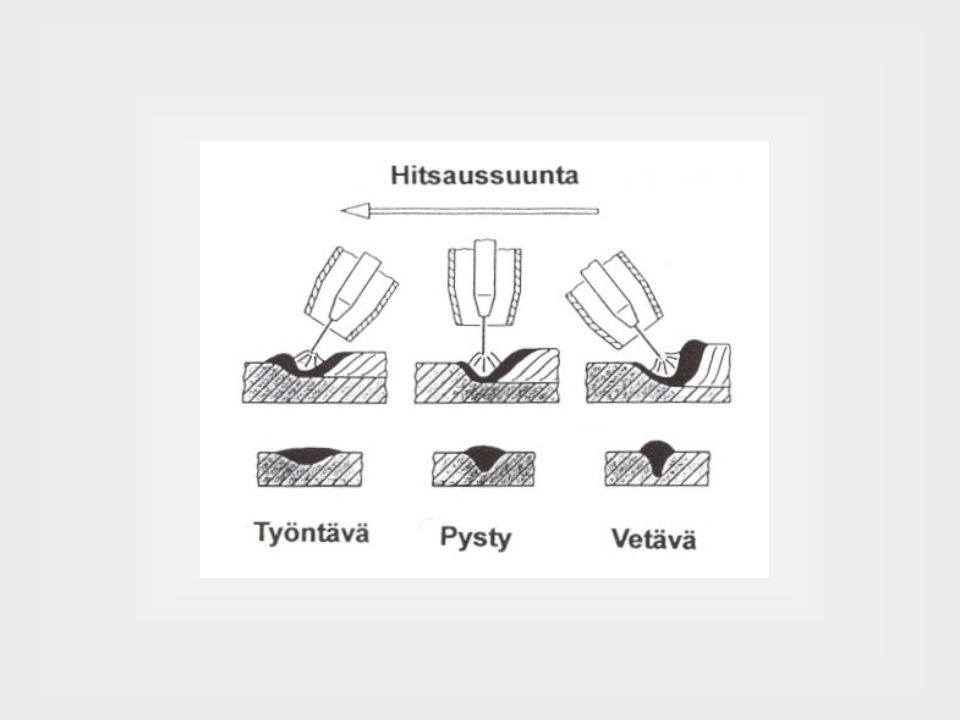
Hitsauskolvin asento ja kohdistus
Pistoolin asento valittiin työntäväksi => tunkeuma tällöin pienempi kuin vetävällä, hitsikupu mataloituu. Pistoolit kohdistettiin n. 45 asteen kulmassa pienarailon nurkkapisteeseen, niin, että lanka kohtaa paksumman alalevyn 1-2mm etäisyydellä nurkasta.

20
Roiskeet Roiskeita aiheuttavat mm. liian pitkä oikosulkuvaihe, virheelliset hitsausarvot ja viallinen tai väärä lanka. Alkuperäinen hitsauslanka oli tyypiltään 1.2mm ESAB OK 14.04, joka kuitenkin aiheutti roiskeita ja lanka jouduttiin vaihtamaan. Uudeksi langaksi valittiin Robofil FX81TG-Ni1 lanka. joka on 1% Ni-seosteinen metallitäytelanka MAG-hitsaukseen. Uudella langalla oli myös paremmat lujuusarvot.

21
Jatkokehitysmahdollisuudet
Tärkein jatkokehityskohde olisi kuljetuskelkan kehittäminen, jotta prosessia pystyttäisiin nopeuttamaan. Kelkan ohjausta pitäisi kehittää siten, että se ottaisi ohjauksen suorasta putkesta, eikä hitsattavasta latasta. => Haitallinen heiluminen voitaisiin eliminoida ja kuljetusnopeus voitaisiin nostaa maksimitasolle.

Samankaltaiset esitykset










 Toistumi saikaMinMaks KA A1B 2500,7230,8500,816 0,874 1000,7190,8470,813 0,868 200,7090,8390,807 0,854 Muutos.>")



 + b(y – y0) + c(z – z0) = 0>")

>")



